
Get in Touch with EETO
Laser Welding Machine
Laser Welding Machine — EETO 4-in-1 Handheld Fiber Laser Welder
Complete welding line, industrial fiber laser systems from 800W to 3000W. Weld, cut, clean and finish- all from a portable unit. Manufactured by EETO Laser in Wuhan since 2014.

800–3000W
Power Range
≤7mm
Max Weld Depth
4-in-1
Functions
30+
Countries Served
What Is a Laser Welding Machine and How Does It Work?
A laser welding machine can be defined as a device in which a maximum amount of energy can be supplied to a small localized area of the process, usually by absorbing light, such as a fiber laser system, with a characteristic wavelength of 1070 nm. The laser beam with the absorption of the incident laser radiation heats a very small to large diameter spot, normally between 0.2 mm to 5 mm. The incident laser beam heats the base material, melts the base material and the filler wire and forms a good metallurgical bond.
At the heart of any fiber laser welding system is the laser resonator where the laser ‘resonance’ is generated within the rare-earth doped optical fiber, whilst generating a coherent light output with an electro-optical conversion efficiency in excess of 30%. A laser beam is transmitted over a flexible, powered fiber optic cable, typically 10 metres in length, to a handheld welding gun or fixed welding head. The concentration of the laser beam during fiber laser beam welding results in a less extensive heat-affected zone with subsequently less distortion and warping than ‘traditional’ arc welding techniques.
However, while spot welding involves several points of attachment between metals, laser beam welding produces continuous seams with superior strength. Today’s laser welding machines are either “continuous” wave or “modulated” pulsed laser modes. Continuous laser provides power at a constant rate while pulsed provides heat sources for finding delicate or heat sensitive target items or when welding different alloys together. It’s common for industrial laser tungsten inert gas welding machines to have a tubing system for shielding depending on the application using nitrogen or argon at 3-5 bar with purity of 99.5%. The power supply to the welding laser delivers a controlled amount of energy to the free to move, fiber laser. Unlike other types of laser, no filler rod is used as part of the beam. It is possible to run a filler wire on a laser.
Fiber Laser Welding vs TIG vs MIG — Why Laser Wins
Cost. This is the ultimate consideration for every fabrication shop, and it ultimately boils down to how each process compares on those measures that truly affect actual production:

TIG Welding

MIG Welding
Swipe to view full table →
EETO FLW Series — 4-in-1 Handheld Fiber Laser Welding Machine
The EETO FLW “Mobile WeldStar” system is a hand-held fiber laser welding system with one idea at its core: 4 functions in 1 system. Each FLW is a welding, cutting, rust and oxide removal, and weld finishing system all without turning on and off a machine.

AIR-COOLED
Mobile WeldStar Breeze
Small, portable, with integral air-cooling if used for light jobs. 800W or 1200W. Only 103kg (270lb) with the integral cart—definitely portable, able to be easily moved from workstation to workstation.
- Laser power800W / 1200W
- Single-sideup to 3 mm
- Double-sideup to 6 mm
- Power supply220V single
- CoolingAir cooling
- Consumption2.5–3.8 kW

WATER-COOLED
Mobile WeldStar Aqua
High power water cooled handheld laser welder for heavy industrial welding. For use in a 1500W, 2000W and 3000W inbuilt water chiller supplies water cooled Continuous duty cycles, which would normally overheat air cooled machines.
- Laser power1500–3000W
- Single-sideup to 7 mm
- Double-sideup to 14 mm
- Voltage220V / 380V
- CoolingWater chiller
- Consumption6.8–12.8 kW
Designed to be a portable laser welder with a small “footprint”, both models combine the laser source, control system and cooling in a single rolling cart — the whole thing is a portable handheld laser welding system prepped and operational on either the shop or remote job site. Both lines provide a light weight, 0.7 kg welding gun with temperature sensing protective lenses that pre-warn operators to lens damage before impacting weld quality. The gun accepts a range of nozzle types and includes an adjustable graduated tube that ensures repeatable standoff distance. A self feeding wire system supports mild steel, stainless steel and aluminum filler wire in 0.8 mm, 1.0 mm, 1.2 mm and 1.6 mm diameters at rates from 25 to 600 cm/min.
Mobile WeldStar Aqua vs Breeze — Choosing the Right Power
In deciding over the air-cooled Breeze or water-cooled Aqua, three considerations need to be addressed: maximum thickness of material, daily duty cycle and demands of mobility.
Technical Specifications for All FLW Models
General Specifications
Parameter
Specification
Parameter
Specification
Laser Source Type
Fiber Laser (IPG / Raycus options)
Laser Wavelength
1070 nm ± 2 nm
Operating Mode
Continuous / Modulated
Laser Spot Width
0.2–5 mm (adjustable)
Power Adjustment Range
10–100%
Fiber Optic Cable Length
10 m standard (5 m / 15 m optional)
Transmission Fiber Diameter
50–100 μm
Electro-Optical Conversion
>30%
Shielding Gas
Nitrogen / Argon, purity ≥99.5%, 3–5 bar
Wire Diameters Supported
0.8 / 1.0 / 1.2 / 1.6 mm
Wire Feed Speed
25–600 cm/min
Wire Feed Mode
Manual / Automatic (dual wire optional)
Swing Welding Width
5 mm (up to 8 mm with dual wire)
Operating Temperature
15–35 °C
Welding Gun Weight
0.7 kg
Joint Types
Butt, edge, corner, tee, lap
Parameter Memory
10 sets
Control Interface
Capacitive touch screen, 19 languages
4-in-1 Functional Capabilities
Welding
Up to 7 mm single-side (Aqua series)
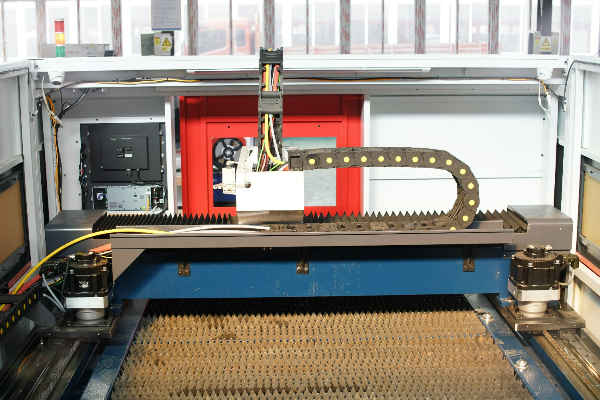
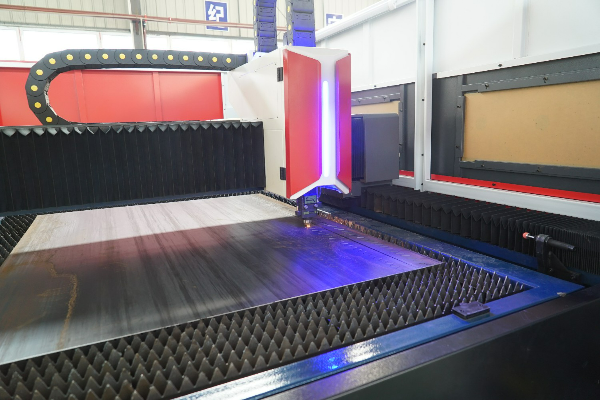
Thin Plate Cutting
Up to 3 mm — clean, burr-free edges
Rust / Oxide Cleaning
1–20 mm standard width (upgradeable to 120 mm)
Weld Seam Cleaning
Up to 8 mm width
Welding Thickness and Speed by Material and Power Level
This is where the power selection is critical. The table below indicates the maximum (single side or double side) welding depth possible for each material for each of the FLW model series:
Actual Welding Results by Material
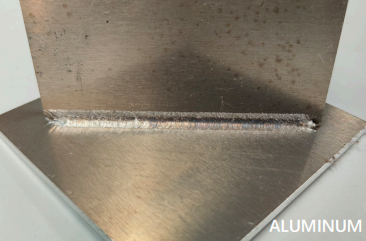
Aluminum

Mild Steel
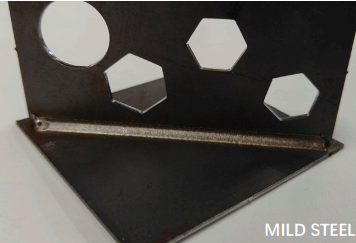
Mild Steel

Stainless Steel

Stainless Steel
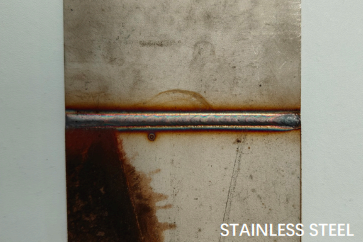
Stainless Steel
Maximum Welding Depth by Material
| Material | Series | Single-Side Depth | Double-Side Depth |
|---|---|---|---|
| Stainless Steel (SUS) | Breeze (800–1200W) | up to 3 mm | up to 6 mm |
| Stainless Steel (SUS) | Aqua (1500–3000W) | up to 7 mm | up to 14 mm |
| Carbon Steel / Mild Steel | Breeze (800–1200W) | up to 3 mm | up to 6 mm |
| Carbon Steel / Mild Steel | Aqua (1500–3000W) | up to 7 mm | up to 14 mm |
| Aluminum | Breeze (800–1200W) | up to 3 mm | up to 6 mm |
| Aluminum | Aqua (1500–3000W) | up to 7 mm | up to 14 mm |
Welding Speed vs Penetration Depth Reference (Fiber Laser at 1000–1500W)
| Speed (m/min) | Carbon Steel Depth (mm) | Stainless Steel Depth (mm) |
|---|---|---|
| 1 | 2.06–2.77 | 2.68–3.59 |
| 2 | 1.72–2.20 | 2.10–2.80 |
| 3 | 1.40–1.80 | 1.70–2.20 |
| 5 | 1.00–1.30 | 1.20–1.60 |
| 7 | — | 1.00–1.20 |
| 10 | 0.49–0.79 | 0.58–0.88 |
Data representative of what occurred in typical fiber laser welding test parameters with a power of 1000W and 1500W in a continuous mode. Actual data varies by joint type, shielding gas, and wire feed parameters. Typical welding speeds: 0-120 mm/sec (0-7.2 m/min).
Another thing the specs don’t indicate: aluminum needs at least 30% slower travel speeds than steel at the same wattage, because aluminum’s thermal conductivity takes heat away at an extremely high rate. If you mostly want to weld aluminum alloy parts, go one power level higher than you would for steel- weldors attempting 3 mm aluminum on an 800W Breeze, for example, often find they would rather have the 1200W or even the Aqua 1500W.
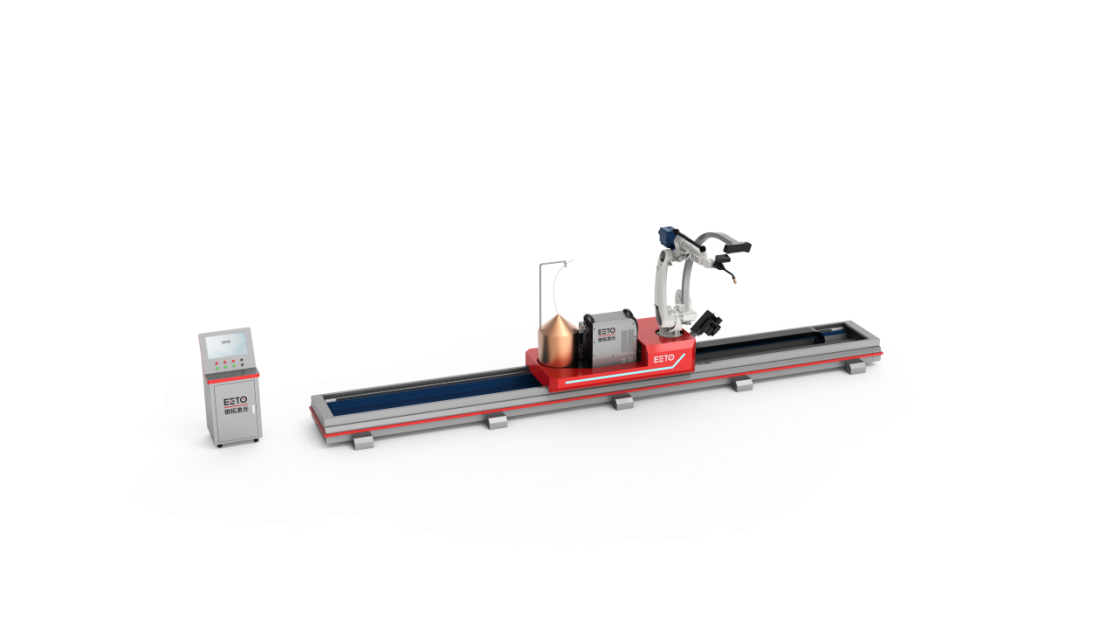
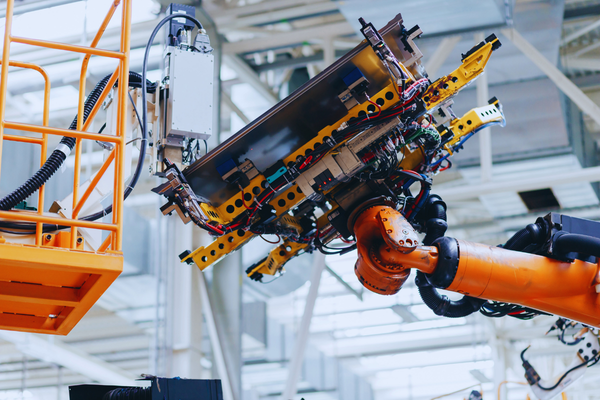
EETO Intelligent Robot Welding Station — Teach-Free Automation
In the case of high-volume welding, repetitive welding patterns or workparts that are too large to position by hand, EETO provides the Intelligent Welding Station, an automatic laser welding system that completely removes robot teaching and programming.
Conventional teach-pendant robotic welding requires highly trained operators, hours of programming for each new part, and continual reprogramming for short run production. The EETO system utilizes their own vision based AI: operators position workpiece, then system scans work with a laser (BCW600P/BCW600P-E), then automatically generate a welding path, and then select the best welding parameters according to a proprietary expert process database.
Key Capabilities
Drawing free reverse modeling
No CAD Models are required, the system converts the laser scan data to the three dimensional data & identified weld seams & subsequently plan paths with single click.
One click 2d to 3d conversion
Flat drawings turn into 3d welding notes. Works with Tekla drawing extraction for the structural steel modeling.
Smart arc tracking
Real time correction of deviation allows correction for errors caused by manual fit-up during welding – critical for structural steel, where fit-up variations are relatively large.
Multi-robot cooperation
Automatic distribution of work and operation during the process of production of giga-sized workpieces in ships or bridges.
One-click auto-calibration
Restores robot accuracy without taking machines offline.
Cloud connection
Process drawings on mobile device. Sends welding packages to entire cloud office/shop floor are synchronized.
System Configurations
Configuration
Axes
Best For
Fixed Base
6-axis
Standard workpieces, compatible with positioner
Ground Rail
7-axis
Long structural members, H-beams
Cantilever
7/8/9-axis
Oversized parts, dual-station machining
Gantry
8-axis
Shipbuilding, bridge components
Applications and Industries for Laser Welding Machine
EETO laser welding machines were supplied to an international customer base of fabrication shops in over 30 countries. The FLW series is equally adept at welding application that demand a portable machine capable of high-quality stainless steel, carbon steel, aluminum, galvanized, copper, brass, titanium and dissimilar metal welding.

Metal Fabrication
Any metal design, manufacture, and assemble welded sheet metal enclosures, frames, brackets and custom fabrications. Innovator’s unique 4-in-1 feature was designed to save on setup hours a day. The operator can weld, trim, and clean all without changing tools.
Automotive
Exhaust components, chassis brackets, body panels. When TIG welding would distort the thin-gauge automotive sheet metal, the small heat-affected zone associated with laser welding avoids warpage.

Kitchen & Sanitary
Stainless steel sinks, countertops, and food processing equipment. No time-consuming finishing work required after welding of good weld bead on any surfaces that will be in view—labor savings.

Construction & Piping
Framework connections: pipe fitting, HVAC ductwork. The fact that it is portable allows people to use this machine within the work piece at construction sites rather than having a large weldment sent to a fixed welding station.

Maintenance
Equipment repairs, mold repairs, die repairs. The low heat-input maintains the hardened surfaces and avoids the thermal damage to precision-machined areas. Jewellery workshop’s apply controlled laser welding for the high quality soldering-fit precision to gold, silver and platinum items where traditional soldering techniques could cause damage to the gem set.

Furniture
Frames of furniture TIG-welded steel and aluminum, cases for the appliances, metal artwork. Same appearance of a bead within hundreds of identical welds(at the same angle, at the same current). That can not be obtained without a long TIG- experience.
High Power Industrial Fabrication
The welding station robot family moves into high power industrial fabrication: Structural steel (buildings – H-beams, box columns, corbels; ships – hatch covers, sub-assemblies, ship T- bar; bridges – plate panels, steel box girders; power stations – tower footings, tubular towers, and transformer tanks; aerospace – airframe assembly where joint fit up and distortion are not an option.), electronic enclosure fabricators, and other specialized metal craft shops where electric battery housing needs to be welded.
Inside the EETO Workshop: Laser Welding Machine Manufacturing








×
![Enlarged View]()
Real Customer Outcomes
Sink Manufacturer Saves 90% Grinding Labor

4×
Vs TIG Speed
90%
Less Grinding
3×
Throughput
<8 Mo
Payback
Challenge & Results
Before (TIG): 22 min/joint, 6.5% rejection rate, 5 operators (3 weld + 2 grind).
After (Laser): 6.5 min/joint, 0.8% rejection rate, 2 operators only. Grinding eliminated.
Material scrap reduced by 68%. Grinder operators redeployed to assembly.
Validated Parameters
| Thickness | Laser Power | Travel Speed |
|---|---|---|
| 1.5 mm SUS | 900W (75%) | 3.2 m/min |
| 2.0 mm SUS | 1100W (92%) | 2.6 m/min |
Auto Parts: Zero Warp on Thin-Gauge Steel

65%
Cycle Reduction
0%
Warp Rejects
2.8×
Output/Shift
9.2 Mo
Total ROI
Problem Solved
Current (TIG): 12-18% warp rejection, 4.2 min/part, required hydraulic straightening.
Solution: Zero straightening needed. Cycle time: 1.45 min. Throughput: 245 parts/shift.
Zhejiang Tier 2 Specs
| Material | Speed | Spot Width |
|---|---|---|
| 1.0mm Galv | 6.5 m/min | 0.6 mm |
| 2.0mm Mild | 3.8 m/min | 1.2 mm |
Structural Steel: AWS D1.1 Compliance

5 mm
Full Pen. Depth
AWS
Code Certified
3.1×
Greater Speed
11 Mo
ROI Return
Structural Advantage
FCAW: 1.2 m/hr, slag removal required, 2 passes needed for >4mm.
Aqua 2000W: 3.7 m/hr, single pass full penetration, slag-free.
Heavy Steel Parameters
| Joint Type | Power | Travel Speed |
|---|---|---|
| 5mm Fillet | 1800W | 1.2 m/min |
| 4mm Lap | 1500W | 1.9 m/min |
Benchmark your shop against our technical data.
Laser Welding MachineInteractive Planning Calculators
System Configuration
Laser Power Selector Calculator
Answer 6 quick questions to find the right EETO FLW laser welding machine for your shop.
Open CalculatorFinancial Analysis
Laser Welding ROI & Payback Calculator
See how fast an EETO fiber laser welder pays for itself compared to your current TIG or MIG setup.
Calculate ROICost Estimation
Laser Welding Machine Price Estimator
Configure your handheld fiber laser welder and get an instant FOB China price estimate for 2025-2026.
Get EstimateFrequently Asked Questions
Can a handheld laser welder weld aluminum?
Laser welding is about 4x faster than TIG. The high-power density of the laser reduces distortions and minimizes the heat-affected zone for highly consistent quality. TIG (gas tungsten arc welding) emphasizes manual craft and skill – welding sparks out of two dead-simple characters and bunching with sawdust is much easier to learn than any laser. Yet, some high-end manufacturing efficiency can only be achieved with TIG – such as thick section welding above 7 mm and in-the-field repairs on limited power 240V grid connections.
What thickness can a laser welding machine weld?
Sure. FLW modules are capable of welding aluminum and aluminum-silicon alloys. The Breeze series handles aluminum up to 3 mm thick (single-side), while Aqua series goes up to 7 mm thick (single-side). Aluminum should be shielded with argon and requires slower travel speeds due to its high thermal conductivity compared to mild steel. For production welding aluminum at 3 mm we usually recommend Aqua 1500W or more.
What materials can a fiber laser welding machine handle?
The EETO fiber laser welding machines can weld most common metals: stainless steel, high/medium/low carbon steel, mild steel, aluminum alloy, galvanized steel, copper, brass, titanium, nickel, gold, silver, chromium, silver-plated, titanium and more. The series’ capability for welding dissimilar metal combinations — e.g. use stainless to join mild steel— also offers advantages over conventional welders.
How long does a handheld laser welder last?
A premium quality fiber laser (Raycus, IPG) will operate in excess of 100,000 hours. The mechanical components (wire feeder, welding gun, cable assembly) require periodic inspection/maintenance but are designed for consistent operation over several years. With routine inspection/upkeep (visor lens adjustments, coupler replacement, cooling system service) an EETO FLW system will provide highly reliable operation over many years.
Do I need any special training to use a handheld laser welding machine?
One of the leading benefits of using a handheld fiber laser, as compared with traditional welding options such as TIG or MIG, is the operator training and ease of use. A novice operator can achieve satisfactory, for production, welds after a few hours of basic instruction using the preset parameters stored in the machine. The EETO system combines 10 parameter memory for different material/thickness combinations – operators load the setting they require and carry on welding. The weight of the gun (0.7kg) reduces operator fatigue compared to traditional TIG torches.
What is a 4-in-1 laser welding machine?
The 4-in-1 fiber laser welding equipment merges four different methods of working with metal in a single system. These are: laser welding; ultrathin plate separation (up to 3 mm); flame cleaning/removal of corrosion (1-20 mm width, upgradeable to 120 mm); cleaning of weld treatments up to 8 mm width. With the EETO series, switching between functions is achieved by simply tapping the capacitive touch screen (there’s no need to change tools or components).
Laser welding machine v traditional welding – which comes out cheaper?
When compared with a traditional welding unit, handheld laser welding machines will tend to have a lower total cost of ownership when used for multiple-cycle production welding of sheet metal up to 7 mm thick, even factoring in equipment costs. The cost savings involve lower-cost filler wire use, eliminating fixture post-processing, lower operator training expenses, higher first-weld accuracy and throughput, and combined manning with other conventional welding processes in the workshop – thus in most cases the break-even point is less than 12 months. Working with a laser equipment distributor or manufacturer, EETO strives to curb the customer’s total lifetime cost, including all steps from purchase to final operator instruction, to make switching to laser welding that much easier.
What safety precautions are needed for laser welding?
Operators will need to wear safety glasses appropriate for a 1070 nm wavelength. The area must be visually protected or enclosed against possible laser light escape. All EETO products have the following safety systems: laser beam safety loop (laser will only be enabled if the closed circuit is present), real-time temperature monitoring of the safety glass, anti-misoperation switch and gas abnormality status indicator. It is important to maintain adequate ventilation and follow the relevant regulations governing Class 4 laser safety (as per IEC 60825-1).

