
Get in Touch with EETO

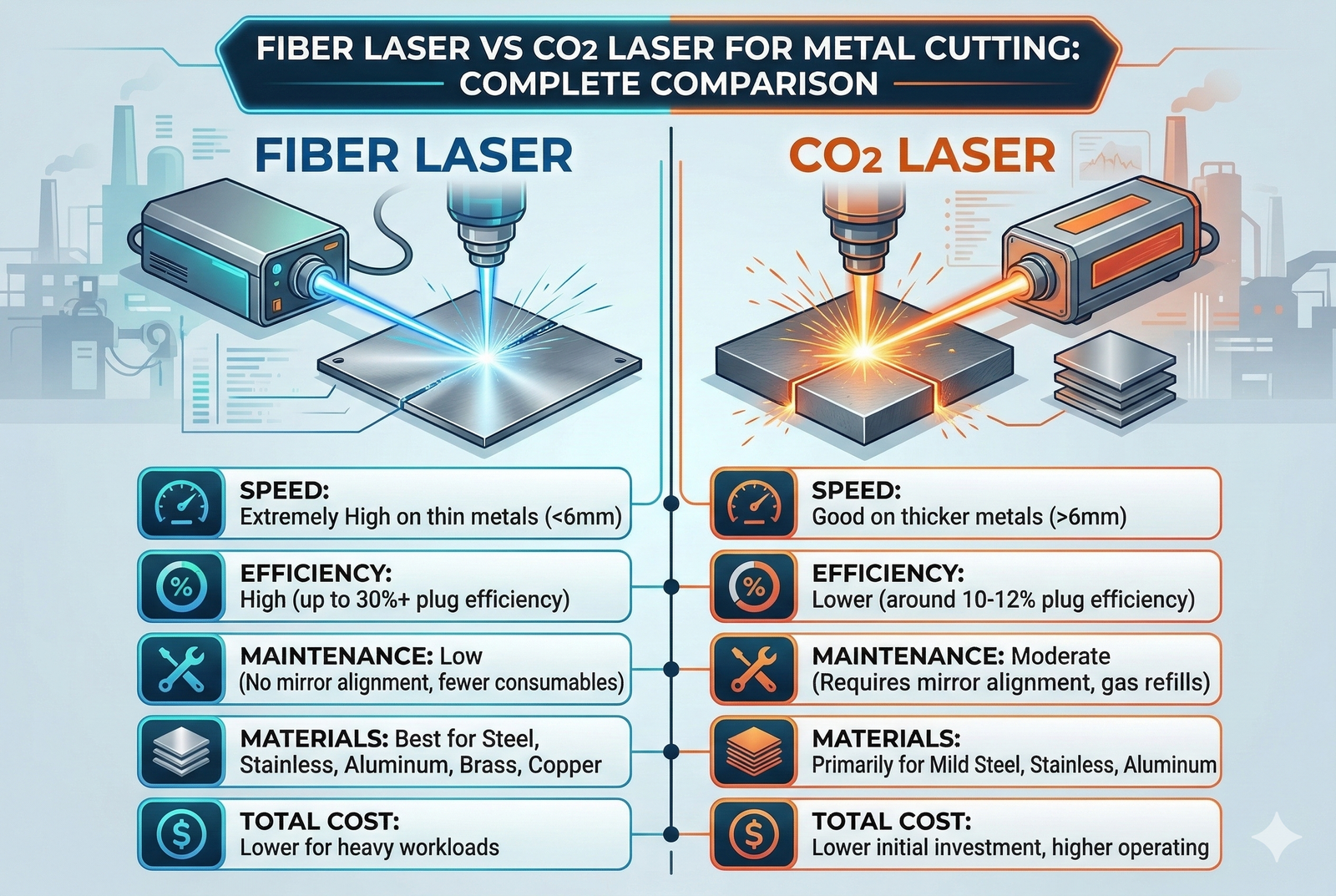
If you happen to be shopping for a laser cutting system, the fiber laser vs CO2 laser debate is probably your first fork in the road. Both laser technologies can cut metals, but they do so in very different ways – and those differences in turn impact your cutting speed, operating costs, material options, and long-term ROI.

This knowledge guide walks through each dimension that matters in the CO2 vs fiber laser debate: how each laser type creates its beam, which metals each one excels at, actual speed benchmarks, overall TCO, maintenance overhead, and edge quality. Every statement is backed up by industry data or published research so you can buy smartly and confidently.
$6.9B
Global fiber laser market, 2024
11.1%
CAGR through 2033
47.7%
Asia-Pacific market share
Source: Grand View Research, Fiber Laser Market Report 2024
How Fiber Lasers and CO2 Lasers Generate Their Beam
The differences between fiber laser and CO2 laser begin at the source. Each fiber laser relies on solid state laser technology, using a doped fiber optic cable – doped usually with ytterbium, a rare-earth element – as its gain medium. Pump diodes feed light up into the fiber, which bounces between fiber Bragg gratings until it builds into a packed laser beam at a wavelength of 1,064 nm.
Carbon dioxide lasers operate differently. They energize a mixture of CO2, nitrogen, and helium inside a sealed tube using an electrical discharge. Excited gas molecules emit infrared laser light at a wavelength of 10,600 nm – about ten times longer than the fiber laser wavelength. Mirrors at each end of the tube reflect the beam back and forth to intensify it, then channel it through a series of external mirrors and a focusing lens into the cutting head.
That tenfold wavelength gap explains nearly every one of the performance differentials we discuss below. Metals absorb the 1,064 nm wavelength far more readily than the 10,600 nm wavelength, which is why fiber laser technologies dominate metal cutting. Organic materials like wood, acrylic, and fabric respond to the longer CO2 wavelength instead.
| Specification | Fiber Laser | CO2 Laser |
|---|---|---|
| Wavelength | 1,064 nm | 10,600 nm |
| Laser type | Solid-state (fiber optic) | Gas laser (CO2/N2/He mix) |
| Beam delivery | Fiber optic cable (no mirrors) | Mirror path to cutting head |
| Gain medium | Ytterbium-doped fiber | Carbon dioxide gas |
| Pump source | Laser diode array | Electrical discharge |
| Wall-plug efficiency | 30–50% | 10–15% |
Cutting Speed: How Fiber and CO2 Lasers Compare
Fiber laser cutting delivers considerably higher cutting speeds for thin to medium-thickness metal. For example, a 4 kW fiber laser is capable of cutting 1 mm carbon steel at speeds above 20 m/min, while a CO2 laser of equivalent wattage tops out between 12-14 m/min on the same material. According to speed charts published by multiple machine builders, on 5 mm stainless steel, fiber lasers can achieve roughly 30% higher cutting speeds and consume half the electrical power.
Speed differentials lessen with increasing material thickness. Beyond 20 mm carbon steel, both laser types slow to 0.8-2.0 m/min regardless of wattage as the cutting process shifts to melt dynamics rather than beam energy. At that stage, the decision between CO2 and fiber hinges more on edge quality and gas consumption than on average speed.
| Material & Thickness | Fiber Laser (4 kW) | CO2 Laser (4 kW) |
|---|---|---|
| Carbon steel, 1 mm | 20–33 m/min | 12–14 m/min |
| Carbon steel, 6 mm | 4.5–6.0 m/min | 3.0–4.0 m/min |
| Stainless steel, 3 mm | 8–12 m/min | 5–7 m/min |
| Aluminum, 2 mm | 12–18 m/min | 6–9 m/min |
| Carbon steel, 20 mm | 0.8–1.5 m/min | 0.7–1.2 m/min |
Speed data gathered from manufacturer charts and The International Journal of Advanced Manufacturing Technology (Springer, 2023).
During our testing at EETO, a 6 kW fiber laser handled cutting stainless steel sheet (3 mm) at 14-16 m/min with clean edges and very little dross. Shops that moved from CO2 to fiber noted cycle time savings of 25-40% on their single most common thin-gauge jobs, which means increased output per shift. Most of whatever you do will be an order of magnitude faster using fiber if it’s about sheet metal laser cutting under 12 mm.
Material Compatibility: What Each Laser Can and Cannot Cut

Material compatibility is where the fiber laser vs CO2 laser division gets the most dramatic. Since metals absorb the 1,064 nm wavelength quite well, a fiber laser can cut carbon steel, stainless steel, aluminum, copper, brass, titanium, and other alloys very accurately. Fiber lasers excel at cutting highly reflective metals like brass and copper without the back-reflection problem that can damage a CO2 laser’s mirror optics.
The reverse is true for CO2 lasers — their 10,600 nm wavelength is absorbed easily by organics and non-metallic materials. Wood, acrylic, leather, textiles, paper, rubber, and a host of plastics respond predictably to CO2 laser cutting. CO2 lasers can cut metal (generally mild steel and occasionally carbon steel), but their cutting speed and efficiency on metals fall well behind fiber.
| Material | Fiber Laser | CO2 Laser |
|---|---|---|
| Carbon steel | Excellent (up to 50 mm+) | Good (up to 25 mm) |
| Stainless steel | Excellent | Moderate |
| Aluminum | Excellent | Poor (back-reflection risk) |
| Copper / Brass | Good | Not recommended |
| Wood / MDF | Not suitable | Excellent |
| Acrylic / Plastic | Not suitable | Excellent |
| Leather / Fabric | Not suitable | Excellent |
| Engraving on metal | Excellent (marking & deep engrave) | Surface marking only (with coating) |
⚠️ Common Mistake
Certain shops buy a CO2 laser believing that it can also work with aluminum or copper sheet. If a 10,600 nm wavelength strikes the surface of such metals it will be reflected rather than absorbed. This will cause irreversible damage to the internal optics of the laser and void your warranty.
If you have any reflective metals in your workload, a fiber laser is your only option.
Both laser types can engrave, but each has a specific area of application. Fiber lasers are great for cutting and engraving metal — laser marking (serial numbers, barcodes, logos) on steel or aluminum parts. CO2 lasers are perfect for cutting and marking non-metals (acrylic trophies, leather goods, wooden signage).
If your shop will need both kinds of jobs, metal and non-metals, you may need both laser types or a hybrid system.
Operating Costs, Energy Use, and Total Cost of Ownership
However, the fiber laser vs CO2 laser cost comparison is in favor of fiber once you look past the initial price tag. CO2 laser machines have the inherent advantage of a lower sticker price – a 4 kW CO2 machine typically costs 30-50% less of a similar fiber unit. However, the operating economics tell a different story.
Fiber lasers use 30-50% of input electricity to generate usable laser light. CO2 lasers consume far more power, managing only 10-15% efficiency. This efficiency differential means each 4 kW fiber laser system pulls approximately 12-16 kW from the wall, while a 4 kW CO2 laser pulls 35-45 kW for the same output.
Published operating cost analyses put CO2 lasers at $12-20/hr and fiber lasers at $4-6/hr when electricity, assist gas, and consumable lenses are accounted for.
| Cost Category | Fiber Laser (4 kW) | CO2 Laser (4 kW) |
|---|---|---|
| Purchase price (approx.) | $80,000–$200,000 | $50,000–$120,000 |
| Electricity (per hour) | $1.50–$2.50 | $4.00–$7.00 |
| Assist gas (per hour) | $1.50–$3.00 | $2.00–$4.00 |
| Consumables (annual) | $200–$400 (protective windows) | $1,000–$2,000 (mirrors, lenses, gas refills) |
| Estimated annual operating cost* | $10,000–$15,000 | $25,000–$40,000 |
Estimate derived from single-shift (~2,000 hours/year). Savings from multi-shift operations are, naturally, multiplied.
If you take into account the faster cutting speeds, electricity reduction and the reduction of consumable replacements there are many shops that will pay off the observed higher purchase price of the fiber laser in 18-24 months. One single-shift facility moving from CO2 to fiber can save in excess of $15,000 per year on its running costs. Payback periods drop significantly if you go for a two or three shift factory instead.
We have consistently observed this trend in our metal fabrication clients using our fiber laser systems for metal cutting.
💡 Pro Tip
If you are getting a quote, it is worth asking the vendors for an estimated per-part cost of your most common work. Consider: a $150,000 fiber laser that cuts at $4/hour is likely to produce parts more cheaply than a $70,000 CO2 laser costing $15/hour – the cost differential on the hardware disappears if you then do the real-world calculation on your rate of production.
Maintenance and Lifespan Compared
Overall maintenance and life expectancy are very different for these two laser machines. Every fiber laser machine is solid state — there is no internal gas, no beam-path mirrors to break, no resonator tubes to replace. Its fiber laser source has a diode rated life (MTBF) of 100,000 hours.
In typical day-to-day industrial operation, lifetime is usually limited by power degradation to about 70,000-80,000 hours of operation. Many fiber laser systems incorporate redundant pump diodes that automatically compensate for aging, so power levels decline gradually over years.
By contrast, the maintenance burden on CO2 lasers is significantly heavier. The CO2 laser tube (most typically the glass tube used in entry-level machines) will last 2,000-4,000 hours on average; 20,000-30,000 hours on a metal RF tube (most typical in high-end CO2 systems), but never meaningfully comes close to fiber diode life. CO2 lasers also require periodic mirror alignment, resonator gas replacement (annually or every 2 years), and lens changes.
According to our data from EETO, a shop running a CO2 laser over the same number of hours spent between three and five times the money on regularly scheduled maintenance than a shop with a similarly powered fiber system.
| Maintenance Item | Fiber Laser | CO2 Laser |
|---|---|---|
| Laser source lifespan | 100,000 hrs (MTBF) | 8,000–30,000 hrs |
| Mirror alignment | Not required (fiber delivery) | Every 3–6 months |
| Gas replenishment | None | Every 1–2 years |
| Protective window replacement | Every 6–12 months ($50–100) | N/A (uses mirror optics instead) |
| Estimated annual maintenance | $200–$500 | $1,000–$2,500 |
Cut Quality and Edge Finish
Cut quality relies on the interaction between the laser beam, the workpiece, and the assist gas. Fiber lasers produce a finer focal spot (normally 0.01-0.2 mm compared to 0.1-2.0 mm for CO2) which creates a narrower kerf with a smaller heat-affected zone. When cutting thinner material below 8 mm, fiber lasers deliver a clean edge with minimal dross and regular striation patterns.
For thicker than 12 mm carbon steel, CO2 lasers provide a smoother cut edge. Their longer wavelength and wider beam result in a wider kerf, allowing the molten metal to exit easier and preventing dross from becoming troublesome on thicker steels. Many fabrication shops report that they achieve a more polished edge finish with CO2 lasers on 20 mm+ mild steel than fiber lasers at equivalent power – but fiber lasers are closing the gap as higher-power units (12 kW, 20 kW+) enter the market.
One practical way to assess cut quality is to inspect three variables: kerf width (narrower means better material yield), surface roughness of the edge (measured in Ra), and dross adhesion on the bottom face. Both laser types can deliver production-ready edges on their target materials, but post-processing requirements differ:
Fiber-cut thin metals rarely need any secondary finishing.
Thick steel cut with a CO2 laser may need light grinding. When comparing CO2 and fiber laser output side by side on the same material, fiber lasers produce tighter tolerances on anything below 10 mm.
According to a review published in The International Journal of Advanced Manufacturing Technology, laser cutting parameters that affect surface quality, kerf width, and heat-affected zone depth include power density, traverse speed, and focus position.
Which Laser Should You Choose? A Decision Framework
Choosing the right laser for your shop depends on your main materials, output rate, and budget time horizon. Here is a decision rubric for choosing the right type of laser for your shop.
Choose a Fiber Laser If:
- Your main materials are metals (carbon steel, stainless steel, aluminum, copper, brass)
- Most of your job is sheet metal up to 12 mm
- You need high throughput and rapid cutting cycle times
- You want lower long-term operating costs and minimal maintenance
- You need to engrave or mark metal parts
- Your budget allows for a higher initial investment paying out in 18-24 months
- You plan to cut thicker materials like 20 mm+ carbon steel at industrial production rates
Choose a CO2 Laser If:
- Your main materials are non-metals (wood, acrylic, leather, fabric, paper)
- You need to cut thicker organic materials with smooth edges
- You run a low-volume or hobby shop where initial cost is a priority
- You have occasional and limited sheet metal fabrication needs for mild steel
For metal fabrication shops, job shops, and contract manufacturers comparing fiber laser and CO2 laser systems, fiber lasers provide clear advantages that tip the scales in most contexts. Today’s fiber laser cutting machine pays for itself through faster production and lower costs over the life of the equipment. CO2 lasers remain the better option for shops that mainly cut non-metals or have a small volume where the lower initial investment costs have higher ROI than lower operating expenses.
As reported by Fortune Business Insights, the global market of fiber laser was worth 7.7 billion dollars in 2024 and is expected to expand at the 10.8% compound annual growth rate through 2029 – a positive indicator that fiber is heading to dominate the field of metal cut applications.
Ready to Upgrade to Fiber Laser Cutting?
EETO LASER designs and manufactures fiber laser cutting machines from 1 kW to 30 kW, with differences primarily in the metal thickness you can process. Share your materials and volumes and we will identify the most appropriate configuration.
Frequently Asked Questions
Q: How thick can a fiber laser cut?
View Answer
Maximum cut thickness is determined by laser power. A 1 kW fiber laser will cut up to about 6 mm of carbon steel. A 6 kW machine will go through 20-25 mm of carbon steel. Powerful machines of 12 kW and higher can cut 30 mm thickness or more, but at slower speeds on very thick sections. For most sheet metal work under 12 mm, even a 3-4 kW fiber laser will do fine. As a real-world benchmark, our 6 kW units at EETO consistently cut 3 mm stainless steel at 14-16 m/min, which gives you an idea of how much headroom remains when processing thinner gauges at that power level.
Q: What can a fiber laser not cut?
View Answer
Fiber lasers cannot cut non-metallic materials like wood, acrylic, leather, fabric, paper, or glass — these are transparent at 1,064 nm. For non-metals, use a CO2 or diode laser instead.
Q: How long will a fiber laser last?
View Answer
Fiber laser sources have a rated diode life of about 100,000 hours under ideal conditions. Expect about 70,000-80,000 hours of operation in an industrial environment with heat cycling and continuous use before power begins dropping to detectable levels. That equates to approximately 8-10 years on single-shift working hours or 3-4 years at 24/7 operation. For comparison, a CO2 laser tube generally lasts 8,000-30,000 hours depending on the tube type.
Q: Can a CO2 laser cut metal?
View Answer
Yes, but only mild steel and thin stainless. CO2 lasers cut metal far slower than fiber and risk back-reflection damage on aluminum, copper, or brass. For metal-focused shops, fiber is the safer pick.
Q: Is a fiber laser more expensive than a CO2 laser?
View Answer
Upfront, yes — fiber lasers typically cost 30-60% more than a comparable CO2 unit. However, fiber operating costs run 50-70% cheaper in electricity, consumables, and maintenance. Published cost analyses put fiber at $4-6/hr versus $12-20/hr for CO2 when electricity, gas, and lens replacements are included. For shops running more than one shift, total cost of ownership over five years is usually lower with fiber. Most buyers reach the break-even point within 18-24 months, after which fiber generates net savings every operating hour.
Q: What is the difference between fiber and CO2 laser wavelength?
View Answer
A fiber laser emits at 1,064 nm, while a CO2 laser emits at 10,600 nm in the mid-infrared band. The shorter fiber laser wavelength is absorbed more efficiently by metals, making fiber lasers better suited for metal cutting. The longer CO2 wavelength is absorbed by organics like wood, acrylics, and fabrics — this wavelength factor accounts for their different material strengths.
About This Comparison
EETO LASER manufactures fiber laser cutting machines and has a commercial interest in fiber laser adoption. We have tried to be as balanced as possible — noting where CO2 lasers genuinely outperform fiber, such as non-metal processing and thick-section edge quality. The speed, cost, and lifespan data referenced here draws from published industry research, peer-reviewed manufacturing journals, and our own production records across hundreds of installations since 2014.
References & Sources
- Fiber Laser Market Size and Share Report — Grand View Research, 2024
- Laser cutting parameters on surface and kerf quality of metals — a review — The International Journal of Advanced Manufacturing Technology, Springer, 2023
- Laser Hazards — Standards — Occupational Safety and Health Administration (OSHA), U.S. Department of Labor
- ANSI Z136.1 — Safe Use of Lasers — Laser Institute of America
- Fiber Laser Market Size, Share and Growth Analysis — Fortune Business Insights, 2024
- ANSI Z136.1-2022: Safe Use of Lasers — American National Standards Institute (ANSI)

